

片剂发软、易碎、硬度不达标时的压片机维修
片剂发软、边缘缺损、掉粉或硬度不稳定,不只是产品本身的问题。这可能表明压片系统在压缩单元、冲模、供料系统、转台、导向凸轮或压缩力控制系统方面已经出现不稳定。
需要立即检查的迹象
- 片剂轻轻按压就破碎
- 不同样品之间片剂硬度波动
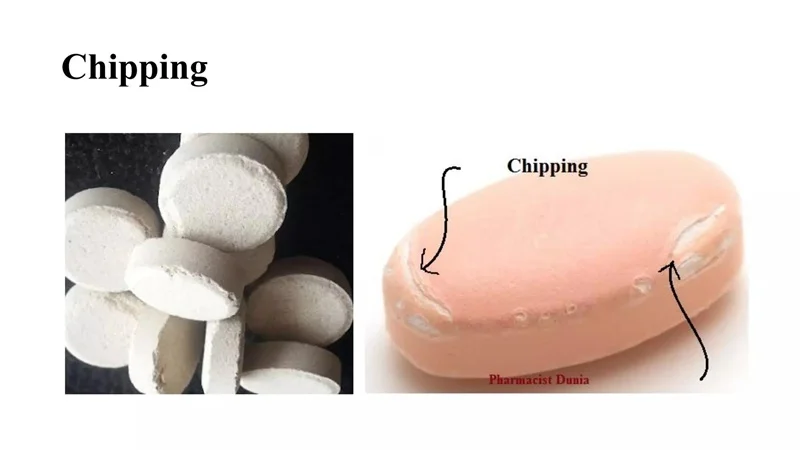
- 片剂落入出料槽时边缘缺损
- 机器高速运行时振动、异响异常
- 必须不断提高压缩力,但问题仍反复出现
片剂刚出机时看似正常,但在检测或包装时破碎
在药品、保健食品、化妆品或片剂类产品生产中,片剂发软、易碎会直接影响成品质量。片剂可能出现边缘缺损、裂纹、破碎、掉粉、硬度检测不合格或耐磨损测试不合格等问题。
不应只通过增加压缩力来处理这种问题。 在许多情况下,软片只是压片系统不稳定的外在表现:压缩力不均、供料异常、冲模磨损、转台振动、导向凸轮老化、负荷传感器偏差,或机器长期未进行正确保养。
表明压片机运行不稳定的迹象
- 片剂发软,轻轻按压就容易破碎。
- 片剂出机后,在落入出料槽时出现边缘缺损。
- 不同检测样品之间片剂硬度不稳定。
- 部分片剂合格,部分片剂不合格。
- 片剂粉尘多,表面松散,不结实。
- 片剂在装瓶、泡罩包装或运输过程中容易破碎。
- 片重波动导致硬度随之波动。
- 机器长时间运行或提高产量后,问题逐渐加重。



为什么片剂会发软、易碎?
软片问题可能来自多个原因组。如果只看不良片剂就判断为配方问题或机器动力不足,企业很容易处理错误,导致问题反复出现。
压缩力不足或不稳定
压缩力是形成片剂硬度的直接因素。然而,关键不仅是屏幕上显示的数值,而是实际压缩力是否能够均匀传递到每一片片剂。
- 预压和主压尚未优化。
- 压轮磨损或存在间隙。
- 负荷传感器测量压缩力存在偏差。
- 导向凸轮磨损导致冲头行程不稳定。
- 机器高速运行时振动,使压缩力产生波动。

冲模磨损、划伤或安装不规范
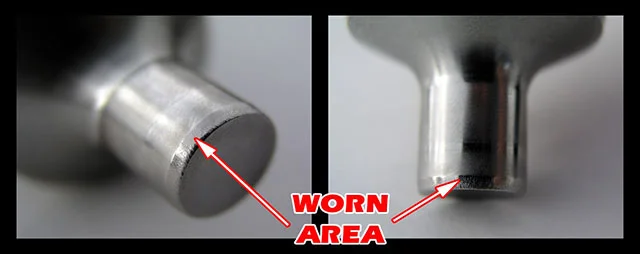
冲头与模具直接接触粉末/颗粒,并决定片剂的形状、表面、尺寸以及稳定性。当冲模老化或损坏时,片剂容易松散、边缘缺损,或无法达到所需硬度。
- 片剂表面轮廓不清晰。
- 片剂边缘容易缺损。
- 片剂出现毛边或轻微变形。
- 片剂上的标识/文字不清楚。
- 顶出力增大,导致片剂出模时容易破碎。
供料系统不均匀
并非所有软片都由压缩力不足造成。有些情况下,片剂发软是因为进入模孔的粉末量不足或不稳定。当片重波动时,片剂硬度也会随之波动。
- 粉末流动性差或发生分层。
- 料斗局部堵塞。
- 填料器供料不均匀。
- 供料桨磨损或转动不稳定。
- 转台速度超过供料能力。

转台振动、松旷或失去同心度
转台是压片机的核心旋转组件。当转台出现松旷、磨损、偏心或振动时,粉末填充、压缩和出片过程都会变得不稳定,尤其是在高速运行时更明显。
- 片剂硬度随机器速度而波动。
- 低速运行时片剂合格,提速后片剂变软。
- 机器出现异常机械噪音。
- 冲头运动不顺畅。
- 片剂不良在转台运转中不均匀出现。

导向凸轮、冲头导轨和润滑状态下降
导向凸轮和冲头导轨决定冲头的上下运动。如果这些部件磨损、缺油、积粉或位置偏移,冲头行程将不再精确。
- 冲头运动不顺畅。
- 冲头轻微卡滞或回位变慢。
- 导轨积粉。
- 运动部位润滑不足。
- 不同位置之间冲头行程存在偏差。

电气控制和传感器偏差
对于现代压片机,软片问题可能与压缩力控制系统、传感器、伺服、变频器或校准信号不准确有关。
- 负荷传感器存在偏差。
- 位置传感器运行不稳定。
- 伺服或电机控制异常。
- 变频器故障或参数不合适。
- 供料器、转台和压缩单元不同步。

针对片剂发软、易碎问题的压片机维修与保养
我们为生产企业提供压片机检查、维修和保养服务,适用于片剂硬度不达标、易碎、边缘缺损或片剂质量不稳定等情况。服务重点在于评估根本原因,而不是只处理外在现象。

全面检查直接影响片剂硬度的各个组件
检查压缩力系统
评估压缩单元、压缩力稳定性以及机器实际传力能力。
- 预压和主压。
- 压轮和机械间隙。
- 显示压力与实际压力之间的偏差。
- 连续运行时保持压缩力的能力。
检查冲头与模具
发现导致片剂边缘缺损、表面不良或硬度不达标的问题。
- 冲头端部磨损、划伤、粘附或变形。
- 模孔状态。
- 整套冲头的一致性。
- 片剂从模孔中顺利顶出的能力。
检查供料系统
确定软片问题是否与片重或粉末流动不稳定有关。
- 料斗、填料器、供料桨。
- 粘粉、堵塞、架桥现象。
- 原料分层。
- 供料器与转台之间的同步。
检查转台、凸轮和运动组件
当机器振动、提速后不良增加或硬度波动不均时,这一项尤其重要。
- 转台间隙和同心度。
- 导向凸轮、冲头导轨。
- 轴承、旋转轴和传动系统。
- 运行时的异常振动。
检查电气与控制系统
评估与压缩力、传感器、伺服、变频器以及速度同步相关的故障。
- 负荷传感器、位置传感器。
- 伺服、电机控制、变频器。
- 报警信号和压缩力校准。
- 供料器、转台和压缩单元之间的同步。
提出合适的维修方案
根据机器实际状态,我们提出针对根本原因的处理方案,以减少问题反复出现。
- 清洁、保养和调整。
- 必要时更换磨损或损坏部件。
- 校准压缩力系统。
- 制定定期保养计划。
不采用反复试错方式,优先确认真正的根本原因
记录实际现象
确认软片是全部出现还是局部出现,问题是开机即出现还是运行一段时间后出现,提速后问题是否加重,片重是否波动,以及机器是否有振动、发热或异常噪音。
检查片剂样品和运行参数
对照片重、硬度、耐磨损情况、机器速度、设定压缩力、实际压缩力、供料状态以及冲模状态。
检查机器机械部分
检查压缩单元、转台、冲头与模具、导向凸轮、冲头导轨、轴承、传动组件和填料器,以发现潜在机械损伤。
提出维修或保养方案
根据机器状态,方案可能包括清洁供料组件、调整压缩系统、更换压轮、检查冲模、处理振动、校准负荷传感器或维修控制系统。
稳定片剂质量,减少生产不良并降低停机风险
片剂发软、易碎时通常需要检查的项目
当片剂硬度不达标时,需要同时检查片剂样品、压缩单元、冲模、
供料系统、转台以及控制系统,以确定真正原因。

压片机整体检查
评估运行状态、振动、噪音、机器速度以及连续运行时的稳定程度。
发软、易碎的片剂样品
检查硬度、边缘缺损、片剂粉尘以及包装后的破碎情况。
压缩单元
检查预压、主压、压轮以及实际压缩力。

冲头与模具
评估磨损、划伤、粘粉、偏心或片剂出模状态。
供料系统
检查料斗、填料器、供料桨以及进入模孔的粉末流动稳定性。
转台与旋转组件
检查间隙、同心度、振动以及机械磨损迹象。

电气控制
检查负荷传感器、传感器、HMI、变频器以及压缩力控制信号。
压片机正在生产软片、易碎片?请在问题扩大前进行检查
如果您的企业正在遇到片剂发软、硬度不稳定、边缘缺损、粉尘较多、机器振动,或必须不断调整压缩力但问题仍反复出现的情况,请联系 Vietsonic 获取咨询并检查机器状态。