

錠剤が軟らかい、割れやすい、硬度基準を満たさない場合の打錠機修理
錠剤が軟らかい、端が欠ける、粉が出る、または硬度が安定しない場合、それは単なる製品不良ではありません。圧縮部、パンチ・ダイ、供給系、タレット、ガイドカム、または圧縮力制御システムに不安定な要因があるサインかもしれません。
すぐに確認すべきサイン
- 軽く押しただけで錠剤が割れる
- サンプル間で錠剤硬度がばらつく
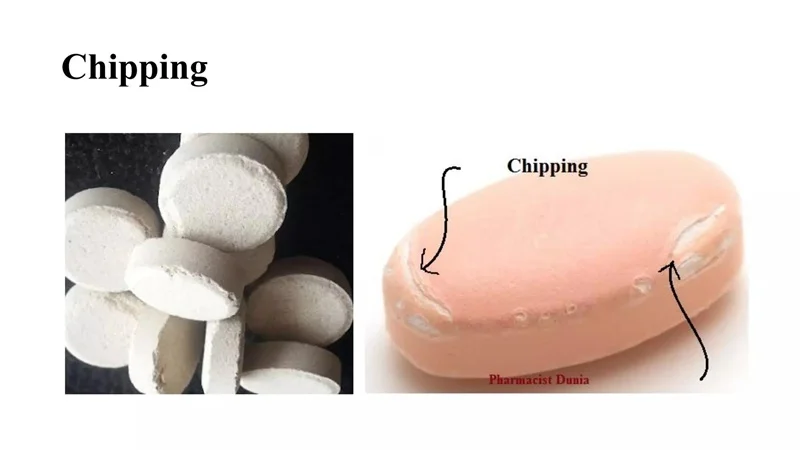
- 錠剤がシュートに落ちる際に端欠けする
- 高速運転時に機械の振動や異音が出る
- 圧縮力を何度も上げても不良が繰り返す
機械から出た直後は正常に見えるのに、検査や包装時に割れてしまう
医薬品、健康食品、化粧品、または錠剤タイプ製品の製造において、錠剤が軟らかく割れやすい不具合は、完成品の品質に直接影響します。錠剤の端欠け、ひび割れ、破損、粉立ち、硬度試験不合格、摩損試験不合格につながる場合があります。
この不具合は、単に圧縮力を上げるだけで対処すべきではありません。 多くの場合、錠剤が軟らかいという現象は、打錠システム全体が不安定になっていることの表れです。圧縮力のばらつき、供給不良、パンチ・ダイの摩耗、タレットの振れ、ガイドカムの劣化、ロードセルのずれ、または適切な保守が長期間行われていないことが原因となる場合があります。
打錠機が不安定になっていることを示すサイン
- 錠剤が軟らかく、軽く押すだけで割れる。
- 機械から出た後、シュートに落ちる際に端が欠ける。
- 検査サンプル間で錠剤硬度が安定しない。
- 合格する錠剤と不合格の錠剤が混在する。
- 粉が多く、表面がもろく、締まりがない。
- ボトル充填、PTP包装、または輸送時に割れやすい。
- 錠剤重量のばらつきに伴い、硬度もばらつく。
- 長時間運転時や生産量を上げた時に不良が増える。



なぜ錠剤が軟らかく、割れやすくなるのか?
錠剤が軟らかくなる不具合は、複数の原因群から発生します。不良錠剤だけを見て、処方の問題または機械能力不足と決めつけると、誤った対処により同じ不具合が繰り返される可能性があります。
圧縮力が不足している、または安定していない
圧縮力は錠剤硬度を直接形成する要素です。ただし重要なのは、画面に表示される数値だけではなく、実際の圧縮力が各錠剤に均一に伝わっているかどうかです。
- 予圧縮と本圧縮が最適化されていない。
- 圧縮ローラーが摩耗している、またはガタがある。
- ロードセルの圧縮力測定にずれがある。
- ガイドカムの摩耗によりパンチストロークが不安定になる。
- 高速運転時の振動により圧縮力が変動する。

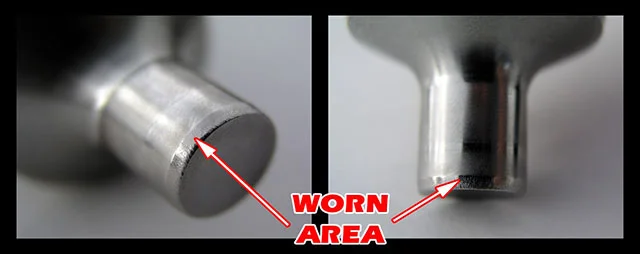
パンチ・ダイの摩耗、傷、または取付不良
パンチ & ダイは粉体・顆粒と直接接触し、錠剤の形状、表面、寸法、品質安定性を決定します。パンチ・ダイが劣化すると、錠剤はもろくなり、端欠けしやすく、必要な硬度を満たせなくなります。
- 錠剤表面の輪郭がはっきりしない。
- 錠剤の端が欠けやすい。
- バリや軽い変形が発生する。
- 錠剤上のロゴや文字が不明瞭になる。
- 排出力が増え、金型から出る際に錠剤が割れやすくなる。
供給システムが均一でない
軟らかい錠剤の原因が常に圧縮力不足とは限りません。粉体がダイに十分または安定して充填されないために、錠剤が軟らかくなるケースもあります。錠剤重量がばらつくと、硬度も同時にばらつきます。
- 粉体の流動性が悪い、または偏析している。
- ホッパーが部分的に詰まっている。
- フィードフレームの供給が不均一。
- フィーダー羽根が摩耗している、または回転が安定しない。
- タレット速度が供給能力を上回っている。

タレットの振動、ガタ、または芯ずれ
タレットは打錠機の中心回転部です。タレットにガタ、摩耗、芯ずれ、振動があると、粉体充填、圧縮、排出の工程が安定しなくなり、特に高速運転時に問題が出やすくなります。
- 錠剤硬度が機械速度に応じてばらつく。
- 低速では合格するが、増速すると錠剤が軟らかくなる。
- 機械的な異音が発生する。
- パンチの動きが滑らかでない。
- 不良錠剤が回転周期に対して不規則に現れる。

ガイドカム、パンチガイド、潤滑状態の劣化
ガイドカムとパンチガイドは、パンチの上下運動を決定します。これらの部品が摩耗、油切れ、粉付着、または位置ずれを起こすと、パンチストロークの精度が低下します。
- パンチの動きが滑らかでない。
- パンチが軽く引っかかる、または戻りが遅い。
- ガイド部に粉が付着している。
- 可動部の潤滑が不足している。
- 位置ごとにパンチストロークがずれる。

電気制御・センサーのずれ
現代的な打錠機では、錠剤が軟らかい不具合が、圧縮力制御システム、センサー、サーボ、インバーター、または校正信号の不正確さに関係している場合があります。
- ロードセルにずれがある。
- 位置センサーの動作が不安定。
- サーボまたは制御モーターに異常がある。
- インバーターエラーまたはパラメータ不適合。
- フィーダー、タレット、圧縮部の同期が取れていない。

軟らかい、割れやすい錠剤不良に対する打錠機の修理・保守
当社は、錠剤が硬度基準を満たさない、割れやすい、端欠けする、または品質が安定しない製造現場向けに、打錠機の点検、修理、保守サービスを提供しています。外観上の現象だけではなく、根本原因の評価に重点を置いて対応します。

錠剤硬度に直接影響する各ユニットを総合的に点検
圧縮力システムの点検
圧縮部、圧縮力の安定性、機械が実際に力を伝達できているかを評価します。
- 予圧縮と本圧縮。
- 圧縮ローラー、機械的なガタ。
- 表示圧縮力と実際の圧縮力の差。
- 連続運転時の圧縮力維持能力。
パンチ・ダイの点検
錠剤の端欠け、表面不良、硬度不足につながる問題を発見します。
- パンチ先端の摩耗、傷、付着、変形。
- ダイ内面の状態。
- パンチセットの揃い具合。
- ダイからの錠剤排出性。
供給システムの点検
錠剤が軟らかい原因が、錠剤重量や粉体供給の不安定さに関係しているかを確認します。
- ホッパー、フィードフレーム、供給撹拌羽根。
- 粉付着、詰まり、ブリッジングの状態。
- 原料の偏析。
- フィーダーとタレットの同期。
タレット、カム、可動部の点検
機械の振動、高速運転時の不良増加、または硬度ばらつきがある場合に重要な確認項目です。
- タレットのガタ、芯出し状態。
- ガイドカム、パンチガイド。
- ベアリング、回転軸、駆動系。
- 運転中の異常振動。
電気・制御系の点検
圧縮力、センサー、サーボ、インバーター、速度同期に関する不具合を評価します。
- ロードセル、位置センサー。
- サーボ、制御モーター、インバーター。
- アラーム信号および圧縮力校正。
- フィーダー、タレット、圧縮部の同期。
適切な修理方法の提案
機械の状態に応じて、同じ不具合の再発を抑えるために原因に合った対応方法を提案します。
- 清掃、保守、調整。
- 必要に応じた摩耗・故障部品の交換。
- 圧縮力システムの校正。
- 定期保守計画の作成。
試行錯誤で処理せず、根本原因の特定を優先
実際の現象を確認
錠剤が全体的に軟らかいのか一部だけなのか、不良が運転開始直後から出るのか長時間運転後に出るのか、増速時に増えるのか、錠剤重量がばらつくのか、機械に振動・発熱・異音があるのかを確認します。
錠剤サンプルと運転条件を確認
錠剤重量、硬度、摩損度、機械速度、設定圧縮力、実圧縮力、供給状態、パンチ・ダイの状態を照合します。
機械部品を点検
圧縮部、タレット、パンチ & ダイ、ガイドカム、パンチガイド、ベアリング、駆動部、フィードフレームを点検し、表面化しにくい故障を発見します。
修理または保守方法を提案
機械の状態に応じて、供給部の清掃、圧縮システムの調整、圧縮ローラー交換、パンチ・ダイ点検、振動対策、ロードセル校正、制御システム修理などを組み合わせて提案します。
錠剤品質を安定させ、生産不良と機械停止を低減
錠剤が軟らかく割れやすい時によく確認する項目
錠剤が硬度基準を満たさない場合は、錠剤サンプル、圧縮部、パンチ・ダイ、
供給系、タレット、制御システムを同時に確認し、正しい原因を特定する必要があります。

打錠機全体の点検
運転状態、振動、異音、機械速度、連続運転時の安定性を評価します。
軟らかく割れやすい錠剤サンプル
硬度、端欠け、粉立ち、包装後の割れ状態を確認します。
圧縮部
予圧縮、本圧縮、圧縮ローラー、実際の圧縮力を確認します。

パンチ・ダイ
摩耗、傷、粉付着、芯ずれ、または金型からの錠剤排出状態を評価します。
供給システム
ホッパー、フィードフレーム、撹拌羽根、ダイへの粉体供給の安定性を確認します。
タレット & 回転部
ガタ、芯出し状態、振動、機械摩耗の兆候を確認します。

電気制御
ロードセル、センサー、HMI、インバーター、圧縮力制御信号を確認します。
打錠機で軟らかく割れやすい錠剤が出ていませんか? 不良が広がる前に点検しましょう
錠剤が軟らかい、硬度が安定しない、端欠けする、粉が多い、機械が振動する、または圧縮力を何度も調整しても不良が繰り返す場合は、Vietsonic までご相談ください。機械状態の確認と技術相談を承ります。