


风机叶片开裂:原因、危险程度及损伤评估
风力涡轮机叶片是直接接收风能并将力量传递给整个发电系统的部件。在运行过程中,叶片必须长期在变化的载荷、阵风、雨水、灰尘、海盐、紫外线、雷击和反复振动下连续工作。因此,涡轮机叶片上的裂纹不应被视为简单的表面缺陷,而应作为结构健康的早期警告信号进行评估。
如果一个小裂纹位于低载荷区域,可能只需要监控和表面修复。但如果裂纹出现在后缘、叶根、叶尖、粘接区域或高应力区,危险程度就会大得多。在复合材料结构中,外部可见的裂纹有时只是表象;内部可能已经发生了分层、脱胶、刚度降低或沿着材料层蔓延的损伤。
1. 导致风力涡轮机叶片开裂的原因
第一个原因是运行过程中的疲劳载荷。涡轮叶片不断承受循环的弯曲、扭转和振动。当风不断变化时,特别是在阵风条件下或在复杂地形中运行,叶片上的应力分布是不均匀的。经过很长一段时间后,薄弱区域就会开始出现裂纹。
第二个原因是复合材料叶片的结构特征。涡轮叶片通常由GFRP或CFRP材料制造,由多层材料以及两个叶片壳体半边之间的粘接区域组成。后缘是一个敏感区域,因为它是两个壳体连接的地方。如果粘接质量差、壳体厚度减少,或者该区域承受高剪切应力,裂纹就会形成并沿着叶片长度扩展。

第三个原因是由制造、运输或维护引起的缺陷。一些初始缺陷可能是肉眼看不见的,例如粘接不良区域、气泡、局部分层、导致增强纤维层变薄的打磨,或运输过程中的碰撞。投入运行后,这些缺陷会承受反复的载荷并逐渐发展成裂纹。
此外,冰雹、灰尘、海盐腐蚀、结冰或雷击等环境因素也会削弱叶片表面,形成开裂的起点。对于海上风电场或强风地区,由于运行条件恶劣,这一过程通常发生得更快。
2. 为什么涡轮机叶片上的裂纹很危险?
裂纹的危险性不仅在于其可见的长度,还在于其位置、裂纹方向、深度和扩展的可能性。后缘区域的横向裂纹可能比表面的长划痕更危险,因为它可能会切断主要承载区。技术文件还强调,穿透后缘的横向开裂非常严重,因为它可以削弱叶片的高载荷区域。
随着裂纹的扩展,叶片的刚度可能会降低。刚度的变化会改变叶片的振动特性。因此,涡轮机可能会出现异常振动、噪音增加、效率降低,或传递给主轴、齿轮箱和塔架的载荷增加。如果在不受控的状态下继续运行,裂纹可能会发展成分层、边缘脱胶、局部断裂或整个叶片的严重损坏。
3. 发现叶片开裂时的损伤评估
评估不应停止在“裂纹有多长?”这个问题上,而需要回答核心本质:裂纹位于何处,它影响哪一层,它是否已经蔓延到承载结构中,在运行过程中它还会继续扩大吗?
第一步是目视检查。可以使用高分辨率相机、无人机或直接接触检查来记录裂纹的位置、尺寸、方向、剥落状态、侵蚀或表面变形情况。这种方法适用于检测表面裂纹、穿孔、涂层分层和可见的损坏。
下一步是检查隐藏缺陷。对于复合材料,必须考虑内部分层、脱胶或空洞的可能性。热成像可以帮助检测由于裂纹、分层或空洞位置的传热差异而产生的异常区域。超声波也是评估材料内部缺陷的位置、深度和尺寸的重要方法。
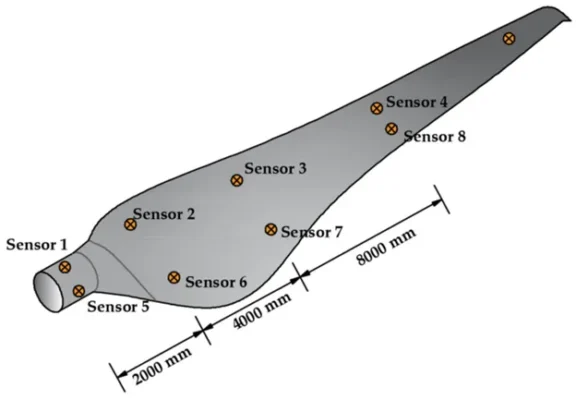
最后是运行和振动评估。当叶片开裂或刚度降低时,其振动信号可能会发生改变。监测振动有助于识别运行过程中的异常情况,特别是对于难以接触或需要长期监测的情况。
4. 结论
风力涡轮机叶片上的裂纹不应凭直觉来处理。有些裂纹仅仅是表面损坏,但有些裂纹则是内部结构退化的标志。为了进行正确的评估,需要结合目视检查、复合材料评估、隐藏缺陷测试和运行数据分析。及早发现并准确确定原因将有助于投资者避免机器长时间停机,降低维修成本,并限制整个机组发生灾难性故障的风险。
如果您的设备出现问题、运行不稳定或需要深入检查-维修-保养,请联系VietSonic咨询合适的解决方案。
越南超声波设备有限公司
📞 电话: 0938 49 33 66 – 海先生
📧 电子邮件: info.vietsonic@gmail.com
🌐 网站: https://vietsonic.vn