

超声波焊接机在 ABS 塑料焊接中的应用
ABS 塑料超声波焊接是一种快速、清洁且稳定的塑料部件连接方案,适用于对外观、强度以及批量生产重复性有要求的技术型产品。

为什么 ABS 塑料适合超声波焊接技术?
ABS 是一种广泛应用于设备外壳、电子零部件、塑料机械配件、家用产品以及多种工业部件的工程塑料。它具有较好的硬度、耐用性和加工性能,在焊接结构设计合理的情况下,能够形成良好的连接效果,因此 ABS 是超声波焊接机常用的材料之一。
超声波焊接如何形成塑料连接?
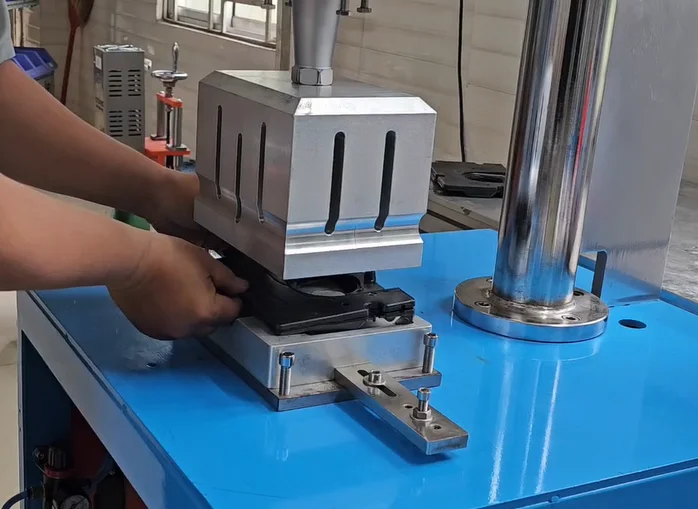
超声波焊接机通过焊头将高频机械振动传递到两个塑料部件的接触区域。在压力和超声波振动的共同作用下,接触区域产生局部热量,使焊接线处的材料软化,并在冷却后形成连接。
这种方法的关键特点是热量主要产生在需要焊接的区域,而不是对整个产品进行加热。因此,焊接过程通常速度快,有助于减少表面变形,并适合需要稳定重复精度的部件。
使用超声波焊接机焊接 ABS 塑料的优势
焊缝清洁、整齐
无需使用胶水、溶剂或机械螺丝,使焊接后的产品表面更加整洁,适合对外观质量有要求的部件。
焊接速度快
焊接周期通常较短,适合大批量生产线,尤其适用于需要稳定操作时间和高重复性的生产场景。
工艺易于控制
焊接时间、压力、振幅和保压时间等参数可以进行设定,并可根据不同产品进行优化。
夹具、焊头和焊接线设计需要协同匹配
要稳定焊接 ABS 塑料,焊接机只是整个系统中的一部分。焊接质量还取决于部件设计、接触位置、导能筋设计、表面平整度、夹具刚性以及焊头形状。
使用超声波焊接机焊接 ABS 塑料的流程
有效的焊接流程需要基于实际产品建立,而不只是依赖机器参数。对于每一个 ABS 部件,VietSonic 通常会同时评估材料、焊接结构、夹具、焊头以及焊后检测要求。
检查产品
确认塑料类型、厚度、焊接位置以及产品的技术要求。
设置夹具
将部件放入夹具中,确保产品在压焊过程中不会发生偏移。
优化参数
根据测试结果调整焊接时间、压力、振幅和保压时间。
检查焊缝
检查外观、密封性、强度以及是否满足实际使用要求。
ABS 超声波焊接机可用于哪些产品?
对于结构合适的 ABS 部件,超声波焊接技术可应用于多种工程塑料产品。当企业希望减少对胶水、螺丝、机械卡扣或复杂人工装配工序的依赖时,这是一种值得考虑的连接方法。
| 产品类别 | 超声波焊接应用 |
|---|---|
| ABS 塑料设备外壳 | 焊接上盖、主体外壳以及对外观有要求的组合部件。 |
| 电气与电子零部件 | 焊接保护外壳、工程塑料组件以及需要稳定连接的部件。 |
| 工业塑料产品 | 在批量生产中焊接 ABS 部件,满足速度和重复性要求。 |
| 工程塑料配件 | 焊接小型组件、成型部件以及需要减少胶水或螺丝使用的产品。 |

评估 ABS 塑料可焊性时的注意事项
并不是所有 ABS 部件都能在第一次试焊时达到良好效果。要获得稳定的焊接质量,产品需要具备合适的接触区域、足够的结构刚性、不过度翘曲的表面以及清晰的能量传递路径。对于新产品,样品测试非常重要,可用于确定合适的焊头、夹具和参数组合。
VietSonic – 面向 ABS 塑料产品的超声波焊接解决方案
VietSonic 支持根据实际塑料产品进行咨询、样品测试,并推荐合适的超声波焊接机配置。目标不仅是选择设备,更是建立适用于生产的稳定焊接工艺。