

注射器灌装机灌装计量不准确:原因、表现与处理方法
在注射器灌装生产线上,计量不准确不仅会造成产品浪费,还可能直接影响批次质量、剂量一致性以及制药、化妆品、生物制品或高精度液体生产中的质量控制要求。

灌装计量不准确是注射器灌装机(Syringe Filling Machine)最常见且需要优先处理的故障之一。该问题可能表现为:注射器液量不足、液量过多、不同循环之间计量波动、部分灌装头偏差明显大于其他灌装头,或设备仅在高速运行时出现计量误差。
为什么灌装计量异常需要尽早处理?
影响剂量精度
对于要求严格计量的产品,即使是很小的偏差,也可能导致整批产品无法通过内部检测或质量标准。
增加浪费和报废率
灌装过量会浪费产品,灌装不足会提高不良率。如果问题周期性重复出现,损失成本可能非常高。
增加污染风险与工艺不稳定
当灌装嘴滴液、喷液或产生气泡时,灌装区域容易被污染,从而增加清洁时间和停机时间。
如何判断注射器灌装机存在计量异常?
计量异常并不一定在生产初期就明显出现。有些情况下设备低速测试正常,但进入连续生产或提高速度后,误差才逐渐增大。常见表现包括:
产品上的表现
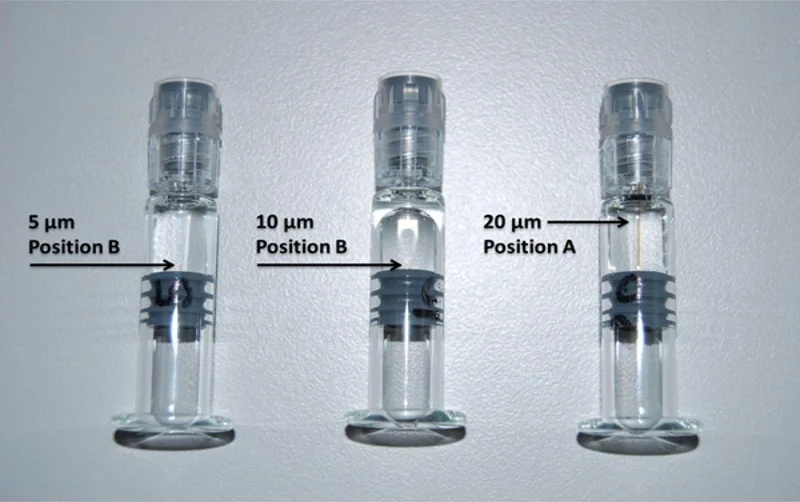
- 不同注射器中的液位不一致。
- 部分注射器液量不足或过量。
- 灌装后注射器内部出现气泡。
- 液体附着在注射器口部、管身或托盘上。
- 称重检测结果波动较大。
设备上的表现
- 计量泵运行不稳定并伴有异常声音。
- 灌装循环结束后灌装嘴仍有滴液。
- 部分灌装头出液量明显偏多或偏少。
- 设备在提高运行速度后误差增大。
- HMI 显示压力、传感器、伺服或位置故障报警。
导致注射器灌装机计量异常的常见原因
1. 计量泵或蠕动泵校准偏差
泵是决定进入注射器液量的核心部件。当活塞泵、计量泵或蠕动泵出现磨损、行程偏差、转速误差,或长期运行后未重新校准时,实际灌装量就会偏离设定值。
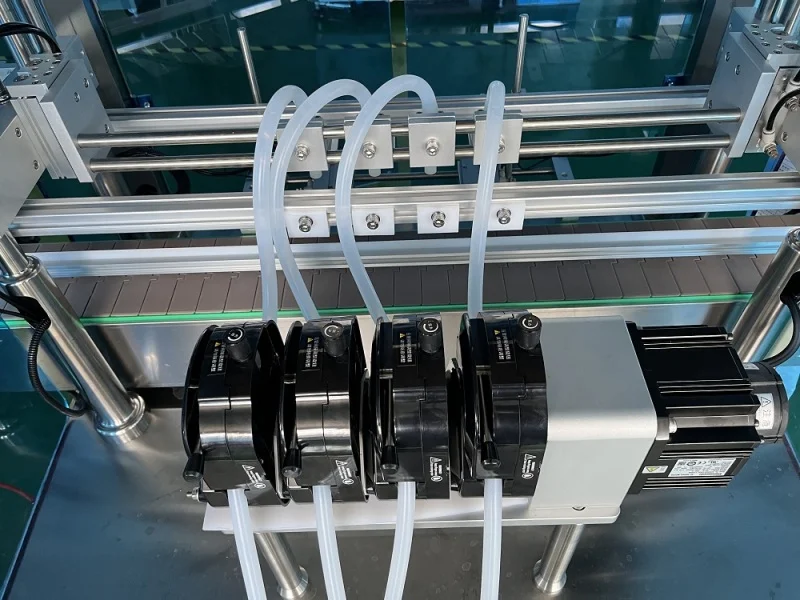
对于蠕动泵,硅胶管老化、变形、塌陷或失去弹性,也会导致灌装体积变化。设备可能仍能正常运行,但每个循环的计量会产生波动。
2. 供液管路中存在气泡或吸入空气
气泡是导致灌装量不足最常见的原因之一。当管路中存在空气时,泵的一部分行程会用于压缩空气,而不是输送液体。结果是进入注射器的液量低于预期,液位不均匀,甚至成品中出现气泡。
气泡通常由接头未密封、软管老化、吸液端漏气、供液罐液位过低、产品易起泡或预充液操作不足造成。
3. 灌装嘴、针头或灌装阀堵塞/磨损
如果灌装嘴部分堵塞,液流量会减少,实际灌装量低于设定值。相反,如果阀门关闭不严,设备可能在循环后滴液,导致液量失控或污染灌装区域。
对于高粘度、易干燥、易结晶或易附着的产品,需要更频繁检查灌装针头。即使只有一个灌装头积垢,也足以导致不同注射器之间的计量差异。

4. 产品粘度发生变化
即使使用相同参数设置,当液体粘度因温度、搅拌时间、配方成分或储存条件变化时,灌装量也可能偏差。液体越粘稠,越容易出现流动延迟、拉丝、滴液或切断不彻底的问题。
因此,在处理计量异常时,不应只检查设备,还需要检查产品状态:粘度、温度、储罐停留时间、搅拌情况以及供液条件。
5. 传感器、伺服或控制时序不同步
注射器灌装机通常需要多个动作精确配合:托盘/nest 定位、灌装头下降、液体灌装、喷嘴回位以及进入封塞工序。如果位置传感器、伺服、丝杆、步进电机或阀门开闭时序发生偏差,灌装量可能不稳定。
即使是很小的时序错误,也可能导致灌装头尚未到位就开始灌装,或液流未结束时喷嘴提前抬起,从而引发喷液、气泡、滴液或灌装不足。
6. 运行参数设置错误
在更换产品、更换注射器规格、更换泵、更换硅胶管或机械维护后,需要重新检查 HMI 上的参数设置。灌装速度、延迟时间、泵行程、回吸(suck-back)、针头深度以及灌装头升降速度等参数都会影响计量精度。