

Incorrect Filling Volume in Syringe Filling Machines: Causes, Symptoms, and Solutions
In syringe filling and packaging lines, incorrect filling volume not only causes product loss but can also directly affect batch quality, dosage uniformity, and quality control requirements in pharmaceutical, cosmetic, biotech, or other high-precision liquid production processes.

Incorrect filling volume is one of the most common and most critical issues that should be addressed early in a Syringe Filling Machine. This issue can appear in many forms: underfilled syringes, overfilled syringes, inconsistent filling between cycles, some filling heads deviating more than others, or filling inaccuracies occurring only at high operating speeds.
Why should incorrect filling volume be resolved early?
Affects dosage accuracy
For products requiring strict dosing control, even a small deviation can cause the batch to fail internal inspection or quality requirements.
Causes product loss and higher reject rates
Overfilling wastes product, while underfilling increases reject rates. If the issue repeats cyclically, the resulting losses can become significant.
Contamination and process instability risks
When nozzles drip, splash liquid, or generate air bubbles, the filling area becomes contaminated more easily, increasing cleaning time and machine downtime.
Signs that a syringe filling machine is dispensing incorrect volumes
Filling inaccuracies do not always appear immediately at the start of a shift. In some cases, the machine performs well during slow testing, but errors begin increasing during continuous production or at higher speeds. Common signs include:
Product-related signs
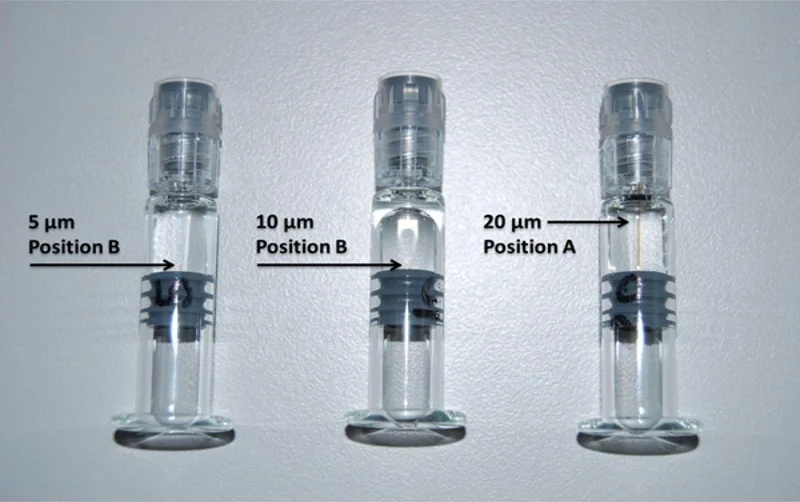
- Uneven liquid levels among syringes.
- Some syringes are underfilled or overfilled compared to the standard sample.
- Air bubbles appear inside the syringe after filling.
- Liquid residue around syringe tips, bodies, or trays.
- Large fluctuations in weight-check results between samples.
Machine-related signs
- Dosing pump runs unstably or produces unusual noises.
- Filling nozzles drip after the filling cycle ends.
- Some filling heads dispense less or more than others.
- Errors increase when machine speed is raised.
- HMI displays pressure, sensor, servo, or positioning alarms.
Common causes of incorrect filling volume in syringe filling machines
1. Dosing pump or peristaltic pump calibration drift
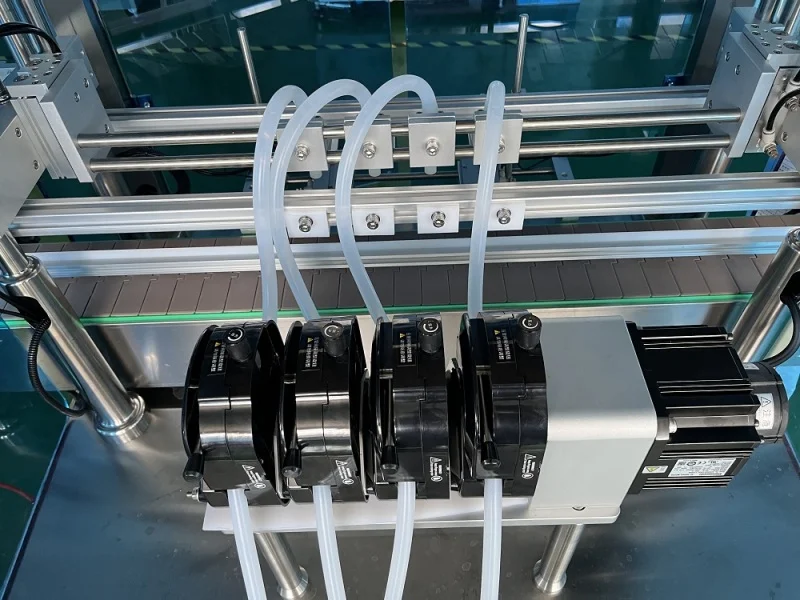
The pump directly determines the amount of liquid delivered into the syringe. When piston pumps, dosing pumps, or peristaltic pumps become worn, lose stroke accuracy, operate at incorrect rotational speeds, or are not recalibrated after long operation periods, the actual filling volume deviates from the set value.
In peristaltic pumps, hardened, flattened, stretched, or degraded silicone tubing can also alter filling volume. The machine may still appear to operate normally, but the filling amount will fluctuate between cycles.
2. Air bubbles or air ingress in the supply tubing
Air bubbles are a very common cause of underfilling. When air exists inside the tubing, part of the pump stroke is used to compress air instead of pushing liquid. As a result, less liquid enters the syringe, liquid levels become inconsistent, and air bubbles may appear in the final product.
Air bubbles often occur due to loose fittings, aged tubing, leaking suction connections, low feed tank levels, foaming products, or insufficient priming procedures.
3. Clogged or worn filling nozzles, needles, or valves
If a filling nozzle becomes partially clogged, flow decreases and the actual dispensed volume becomes lower than the set value. Conversely, if a valve does not close tightly, the machine may drip after the cycle, causing uncontrolled liquid loss or contamination in the filling area.
For high-viscosity, fast-drying, crystallizing, or sticky products, filling needles should be inspected more frequently. Even slight residue buildup on one nozzle can create deviations between syringes.

4. Product viscosity changes
Even with the same machine settings, if the liquid viscosity changes due to temperature, mixing duration, formulation composition, or storage conditions, filling volume can deviate. The higher the viscosity, the more likely the flow will lag, string, drip, or fail to cut off cleanly.
Therefore, when troubleshooting filling inaccuracies, do not inspect only the machine. Product conditions such as viscosity, temperature, tank residence time, agitation level, and feed conditions must also be checked.
5. Sensors, servo systems, or control timing out of synchronization
Syringe filling machines require multiple synchronized movements: tray/nest positioning, nozzle lowering, liquid dispensing, nozzle retraction, and stopper insertion. If position sensors, servos, ball screws, stepper motors, or valve timing drift out of synchronization, filling volume may become unstable.
Even a minor timing issue can cause filling to begin before the nozzle reaches the correct position, or the nozzle may retract too early before dispensing finishes. This can lead to splashing, air bubbles, dripping, or underfilling.
6. Incorrect operating parameters
After changing products, syringe sizes, pumps, silicone tubing, or after mechanical maintenance, HMI settings should be verified again. Parameters such as filling speed, delay time, pump stroke, suck-back, filling needle depth, and nozzle lifting/lowering speed can all affect filling accuracy.